




1. Povzetek
Notranja pnevmatika je tanek gumijast izdelek, med proizvodnim procesom pa neizogibno nastanejo nekateri odpadni produkti, ki jih ni mogoče primerjati z zunanjo pnevmatiko, vendar so njeniventiliso nedotaknjeni in te ventile je mogoče reciklirati in ponovno uporabiti za proizvodnjo zračnic. Naše podjetje je izvedlo nekaj poskusov recikliranja in ponovne uporabe ventilov za zračnice, vendar je videz recikliranih ventilov slab, trdnost vezi med podnožjem ventila in gumijasto blazinico pa je nizka, zato jih je treba pred uporabo ponovno uporabiti.
To delo izboljšuje postopek recikliranja odpadkov in okvarjenih ventilov za zračnice, da bi zmanjšali količino odpadkov in izboljšali gospodarske koristi podjetij.
2. Analiza problema
Postopek recikliranja prvotnih odpadkov in okvarjenihventili za zračniceje naslednji: odpadki in okvarjeni ventili zračnic → sežiganje → obdelava s kislino → vulkanizacija z enim načinom (lepilne blazinice) → ščetine na gumijastih blazinicah.
Težave zgoraj omenjenega postopka so naslednje.
(1) Sežiganje odpadkov in okvarjenih zračnic povzroči resno onesnaženje okolja. Reciklirano ohišje ventila se zlahka deformira in postane umazano. Med obdelavo s kislino ga je težko očistiti in zlahka onesnaži druge procese.
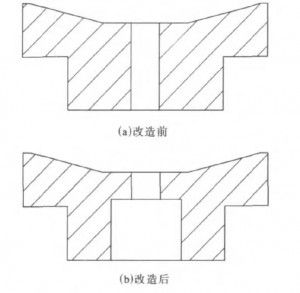
(2) Za lažje odstranjevanje in odstranjevanje ventila je bila prvotna zasnova vulkanizacijskega kalupa enojna, razdeljena na 3 dele. Enojna vulkanizacija traja dolgo, ima nizko učinkovitost, visoko delovno intenzivnost in porabo energije, zunanja površina vulkaniziranega ventila pa je nagnjena k odvečnim gumijastim trakovom, guma ovija ustje ventila in videz ventila ne izpolnjuje zahtev. Lepilna trdnost lepilne blazinice tudi ni stabilna.
(3) Ročno ščetinanje gumijaste blazinice ima težave z visoko delovno intenzivnostjo, nizko učinkovitostjo in neenakomerno površino ščetin, kar vpliva na lepljenje gumijaste blazinice in gumijastega materiala notranje cevi.
3 Izboljševalni učinek
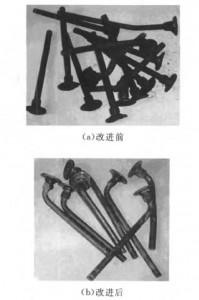
Slika 2 prikazuje telo šobe, predelano pred in po izboljšavi naslednjega postopka. Iz slike 2 je razvidno, da je telo šobe, obdelano z izboljšanim postopkom, očitno čisto in skoraj nedotaknjeno. Z izboljšanim postopkom se porabi manj kisline in vode, onesnaževanje okolja pa je manjše, odrezano gumijasto blazinico pa je mogoče reciklirati za proizvodnjo predelane gume.
Pred izboljšavo je bil učinek prenosa toplote kalupa slab, vulkanizacija pa je trajala 15 minut. Glede na delovne pogoje obstoječega ploščatega vulkanizatorja je mogoče hkrati vulkanizirati le 4 ventile, na uro pa je mogoče izdelati približno 16 ventilov, kar ne vključuje časa nalaganja kalupa. S spremenjenim kombiniranim kalupom vulkanizacija traja le 5 minut, naenkrat je mogoče vulkanizirati 25 ventilov, na uro pa je mogoče izdelati približno 300 ventilov. Namestitev in demontaža kalupa je enostavna, delovna intenzivnost pa je nizka.
Z modificiranim kalupom in strojem za odstranjevanje robov je mogoče izdelati tako ravne kot ukrivljene ventile, procesni pogoji pa so enaki. Med ventili, recikliranimi in ponovno uporabljenimi z izboljšanim postopkom, in novimi ventili ni očitne razlike v videzu in notranji kakovosti. Rezultati preskusov kažejo, da je povprečna trdnost vezi med osnovo ventila in gumijasto blazinico, reciklirano z izboljšanim postopkom, 12,8 kN m-1, medtem ko je povprečna trdnost vezi med novo osnovo ventila in gumijasto blazinico 12,9 kN m-1. Standardi podjetja zahtevajo, da trdnost vezi ni manjša od 7 kN·m-1.
Po več kot desetih letih hitrega razvoja je kitajska industrija ventilov prevladovala v svetu. Trenutno proizvodnja ventilov v moji državi predstavlja več kot 70 % celotne svetovne proizvodnje ventilov, kar jo uvršča na prvo mesto po svetovni proizvodnji in prodaji ventilov. Da bi zadostili potrebam domačega in mednarodnega trga, se je delež ventilov brez zračnic postopoma povečeval. Leta 2015 je proizvodnja ventilov brez zračnic predstavljala več kot polovico celotne proizvodnje ventilov. Veliko povpraševanje na domačem trgu nenehno spodbuja razvoj industrije.
Povpraševanje po ventilih na trgu je v glavnem razdeljeno na trg originalne opreme (OEM) in trg aditivnega proizvajalca (AM). Najnovejši podatki kažejo, da je zračni ventil pomemben varnostni del modula avtomobilskega kolesa. Ker je bil dolgo časa izpostavljen zunanjim vplivom, mora biti odporen na različne ostre okoljske erozije. Ventili se običajno zamenjajo med letnimi pregledi in menjavo pnevmatik, zato je povpraševanje po ventilih na trgu aditivnega proizvajalca (AM) veliko večje kot na trgu originalne opreme (OEM).
4. Epilog
Z izboljšano tehnologijo je mogoče ohišje ventila reciklirati, dokler ni deformirano. Kakovost recikliranih zračnih ventilov ustreza zahtevam uporabe, kar lahko zmanjša porabo surovin in energije, zniža proizvodne stroške zračnic in izboljša gospodarske koristi podjetij.
Čas objave: 2. dec. 2022
