




1. Teoretični preizkus in analiza
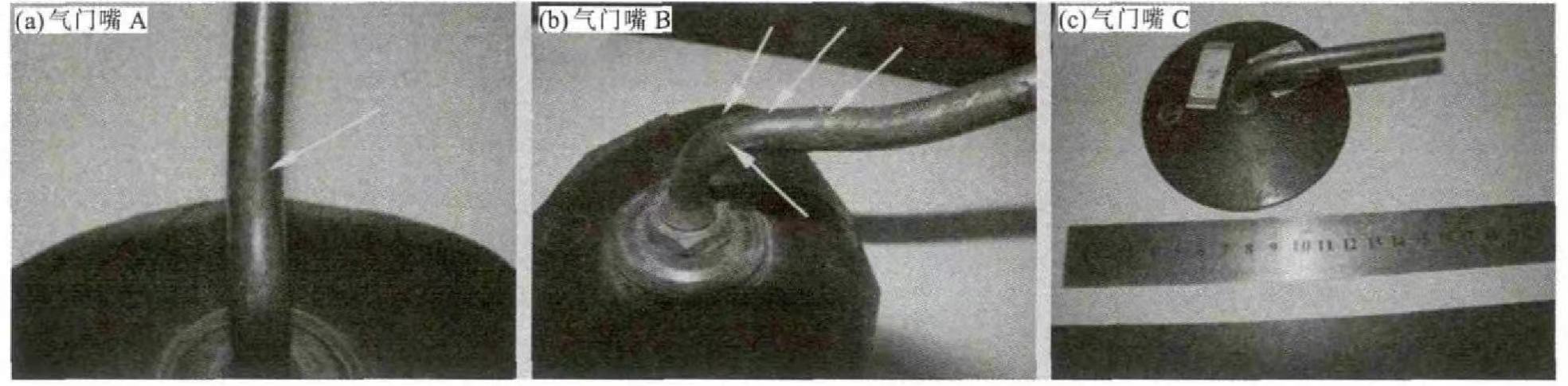
Od 3ventili za pnevmatikevzorci, ki jih je zagotovilo podjetje, 2 sta ventila in 1 je ventil, ki še ni bil uporabljen. Pri A in B je ventil, ki še ni bil uporabljen, označen s sivo barvo. Celovita slika 1. Zunanja površina ventila A je plitva, zunanja površina ventila B je površina, zunanja površina ventila C je površina in zunanja površina ventila C je površina. Ventila A in B sta prekrita s korozijskimi produkti. Ventila A in B sta razpokana na ovinkih, zunanji del ovinka je vzdolž ventila, ustje ventilskega obroča B je razpokano proti koncu, bela puščica pa je označena med razpokanimi površinami na površini ventila A. Iz zgoraj navedenega je razvidno, da so razpoke povsod, da so razpoke največje in da so razpoke povsod.
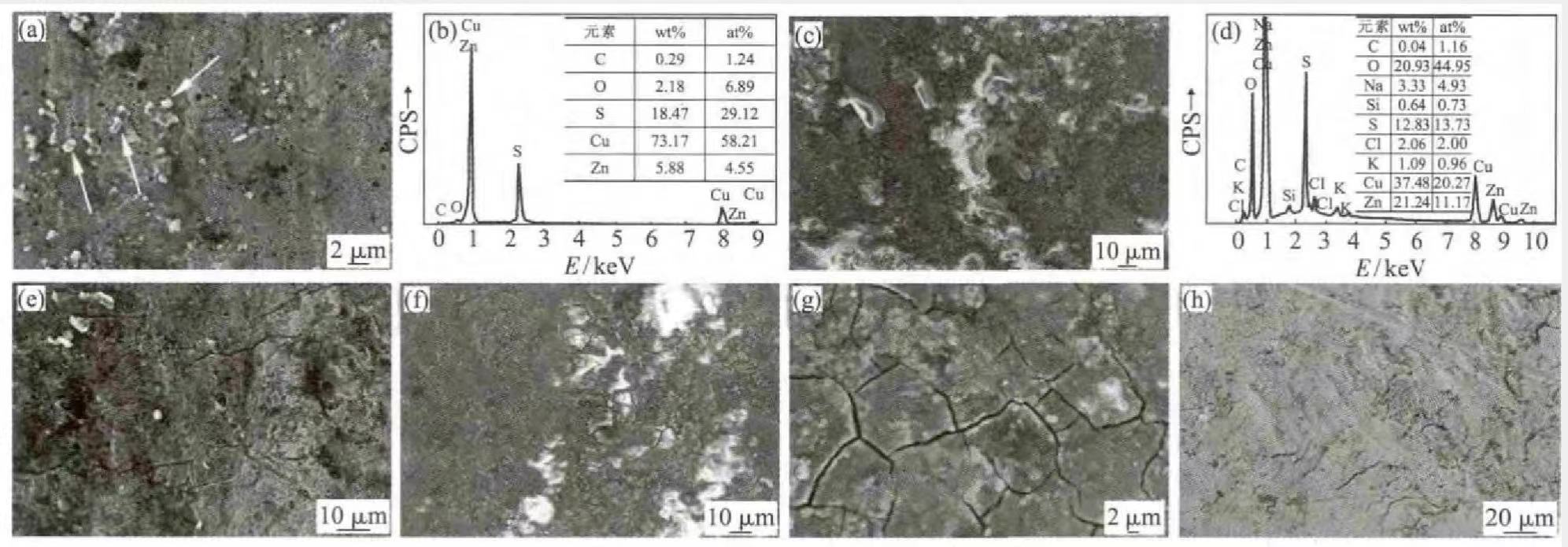
Odsekventil za pnevmatikoVzorci A, B in C so bili izrezani iz ovinka, morfologija površine pa je bila opazovana z vrstičnim elektronskim mikroskopom ZEISS-SUPRA55, sestava mikroobmočij pa je bila analizirana z EDS. Slika 2 (a) prikazuje mikrostrukturo površine ventila B. Vidimo lahko, da je na površini veliko belih in svetlih delcev (označeno z belimi puščicami na sliki), EDS analiza belih delcev pa kaže visoko vsebnost S. Rezultati analize energijskega spektra belih delcev so prikazani na sliki 2(b).
Sliki 2 (c) in (e) prikazujeta površinske mikrostrukture ventila B. Iz slike 2 (c) je razvidno, da je površina skoraj v celoti prekrita s korozijskimi produkti, korozivni elementi korozijskih produktov pa po analizi energijskega spektra vključujejo predvsem S, Cl in O, vsebnost S na posameznih mestih je višja, rezultati analize energijskega spektra pa so prikazani na sliki 2(d). Iz slike 2(e) je razvidno, da so na površini ventila A mikrorazpoke vzdolž ventilskega obroča. Sliki 2(f) in (g) prikazujeta površinske mikromorfologije ventila C, površina je prav tako v celoti prekrita s korozijskimi produkti, korozivni elementi pa vključujejo tudi S, Cl in O, podobno kot na sliki 2(e). Vzrok za razpoke je lahko napetostno korozijsko razpokanje (SCC) po analizi korozijskih produktov na površini ventila. Slika 2(h) prikazuje tudi površinsko mikrostrukturo ventila C. Vidimo lahko, da je površina relativno čista, kemična sestava površine, analizirane z EDS, pa je podobna sestavi bakrove zlitine, kar kaže na to, da ventil ni korodiran. S primerjavo mikroskopske morfologije in kemične sestave treh površin ventilov je razvidno, da so v okoliškem okolju prisotni korozivni mediji, kot so S, O in Cl.
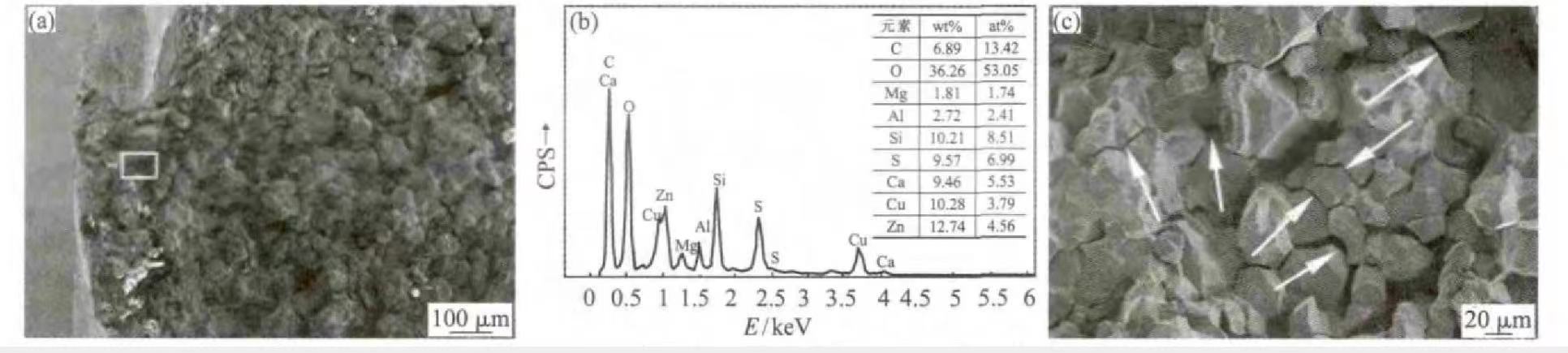
Razpoka ventila B je bila odprta z upogibnim preizkusom in ugotovljeno je bilo, da razpoka ni prešla celotnega prereza ventila, razpoka je bila na strani upogiba in ni bila razpokana na strani, nasprotni upogibu ventila. Vizualni pregled zloma je pokazal, da je barva zloma temna, kar kaže na korozijo zloma, nekateri deli zloma pa so temne barve, kar kaže na to, da je korozija na teh delih resnejša. Zlom ventila B je bil opazovan pod vrstičnim elektronskim mikroskopom, kot je prikazano na sliki 3. Slika 3 (a) prikazuje makroskopski videz zloma ventila B. Vidimo lahko, da je zunanji zlom v bližini ventila prekrit s korozijskimi produkti, kar ponovno kaže na prisotnost korozivnih medijev v okoliškem okolju. Glede na analizo energijskega spektra so kemične sestavine korozijskega produkta predvsem S, Cl in O, vsebnosti S in O pa so relativno visoke, kot je prikazano na sliki 3 (b). Pri opazovanju površine zloma je bilo ugotovljeno, da je vzorec rasti razpoke vzdolž kristalnega tipa. Veliko število sekundarnih razpok je mogoče videti tudi z opazovanjem loma pri večjih povečavah, kot je prikazano na sliki 3(c). Sekundarne razpoke so na sliki označene z belimi puščicami. Korozijski produkti in vzorci rasti razpok na površini loma ponovno kažejo značilnosti napetostne korozije.
Zlom ventila A ni bil odprt, odstranite del ventila (vključno z razpokanim mestom), zbrusite in spolirajte aksialni del ventila ter uporabite raztopino FeCl3 (5 g) + HCl (50 mL) + C2H5OH (100 mL) za jedkanje, metalografsko strukturo in morfologijo rasti razpoke pa opazujte z optičnim mikroskopom Zeiss Axio Observer A1m. Slika 4 (a) prikazuje metalografsko strukturo ventila, ki ima dvofazno strukturo α+β, pri čemer je β relativno fin in zrnat ter porazdeljen po matrici α-faze. Vzorci širjenja razpok na obodnih razpokah so prikazani na sliki 4(a), (b). Ker so površine razpok napolnjene s korozijskimi produkti, je vrzel med obema površinama razpok široka in je težko razločiti vzorce širjenja razpoke. Pojav bifurkacije. Na tej primarni razpoki je bilo opaženih tudi veliko sekundarnih razpok (na sliki označenih z belimi puščicami), glej sliko 4(c), ki so se širile vzdolž vlaken. Vzorec jedkanega ventila je bil opazovan s SEM in ugotovljeno je bilo, da je bilo veliko mikrorazpok na drugih mestih, vzporednih z glavno razpoko. Te mikrorazpoke so izvirale s površine in se širile proti notranjosti ventila. Razpoke so imele razcep in so se raztezale vzdolž vlaken, glej sliko 4 (c), (d). Okolje in napetostno stanje teh mikrorazpok sta skoraj enaka kot pri glavni razpoki, zato lahko sklepamo, da je tudi oblika širjenja glavne razpoke medkristalna, kar potrjuje tudi opazovanje loma ventila B. Pojav razcepa razpoke ponovno kaže značilnosti napetostno korozijskega razpokanja ventila.
2. Analiza in razprava
Če povzamemo, lahko sklepamo, da poškodbo ventila povzročijo napetostne korozijske razpoke, ki jih povzroča SO2. Napetostne korozijske razpoke morajo na splošno izpolnjevati tri pogoje: (1) materiali, občutljivi na napetostno korozijo; (2) korozivni medij, občutljiv na bakrove zlitine; (3) določeni napetostni pogoji.
Na splošno velja prepričanje, da čiste kovine ne trpijo zaradi napetostne korozije, vse zlitine pa so v različni stopnji dovzetne za napetostno korozijo. Pri medeninastih materialih na splošno velja prepričanje, da ima dvofazna struktura večjo občutljivost za napetostno korozijo kot enofazna. V literaturi je bilo poročano, da je medenina, ko vsebnost Zn v materialu preseže 20 %, bolj dovzetna za napetostno korozijo, in višja kot je vsebnost Zn, večja je občutljivost za napetostno korozijo. Metalografska struktura plinske šobe je v tem primeru dvofazna zlitina α+β, vsebnost Zn pa je približno 35 %, kar daleč presega 20 %, zato ima visoko občutljivost za napetostno korozijo in izpolnjuje materialne pogoje, potrebne za razpoke zaradi napetostne korozije.
Pri medeninastih materialih, če se po hladni deformaciji ne izvede žarjenje za zmanjšanje napetosti, bo v ustreznih pogojih napetosti in korozivnem okolju prišlo do napetostne korozije. Napetost, ki povzroča razpoke zaradi napetostne korozije, je običajno lokalna natezna napetost, ki je lahko uporabljena napetost ali preostala napetost. Po napihovanju pnevmatike tovornjaka se zaradi visokega tlaka v pnevmatiki vzdolž aksialne smeri zračne šobe ustvari natezna napetost, ki povzroči obodne razpoke v zračni šobi. Natezno napetost, ki jo povzroči notranji tlak v pnevmatiki, lahko preprosto izračunamo po enačbi σ=p R/2t (kjer je p notranji tlak v pnevmatiki, R notranji premer ventila in t debelina stene ventila). Vendar pa natezna napetost, ki jo povzroči notranji tlak v pnevmatiki, na splošno ni prevelika in je treba upoštevati vpliv preostale napetosti. Položaji razpok plinskih šob so vsi na zadnjem upogibu in očitno je, da je preostala deformacija na zadnjem upogibu velika in tam je preostala natezna napetost. Pravzaprav pri mnogih praktičnih komponentah iz bakrenih zlitin napetostno korozijsko razpokanje redko povzročajo konstrukcijske napetosti, večinoma pa ga povzročajo preostale napetosti, ki jih ne opazimo in prezremo. V tem primeru je pri zadnjem ovinku ventila smer natezne napetosti, ki jo povzroča notranji tlak v pnevmatiki, skladna s smerjo preostale napetosti, superpozicija teh dveh napetosti pa zagotavlja napetostni pogoj za korozijsko razpokanje pod napetostjo.
3. Zaključek in predlogi
Zaključek:
Razpokanjeventil za pnevmatikoje predvsem posledica napetostne korozije, ki jo povzroča SO2.
Predlog
(1) Izsledite vir korozivnega medija v okolju okoliventil za pnevmatikoin se poskušajte izogniti neposrednemu stiku z okoliškim korozivnim medijem. Na primer, na površino ventila se lahko nanese plast protikorozijskega premaza.
(2) Preostalo natezno napetost pri hladni obdelavi je mogoče odpraviti z ustreznimi postopki, kot je žarjenje za razbremenitev napetosti po upogibanju.
Čas objave: 23. september 2022
